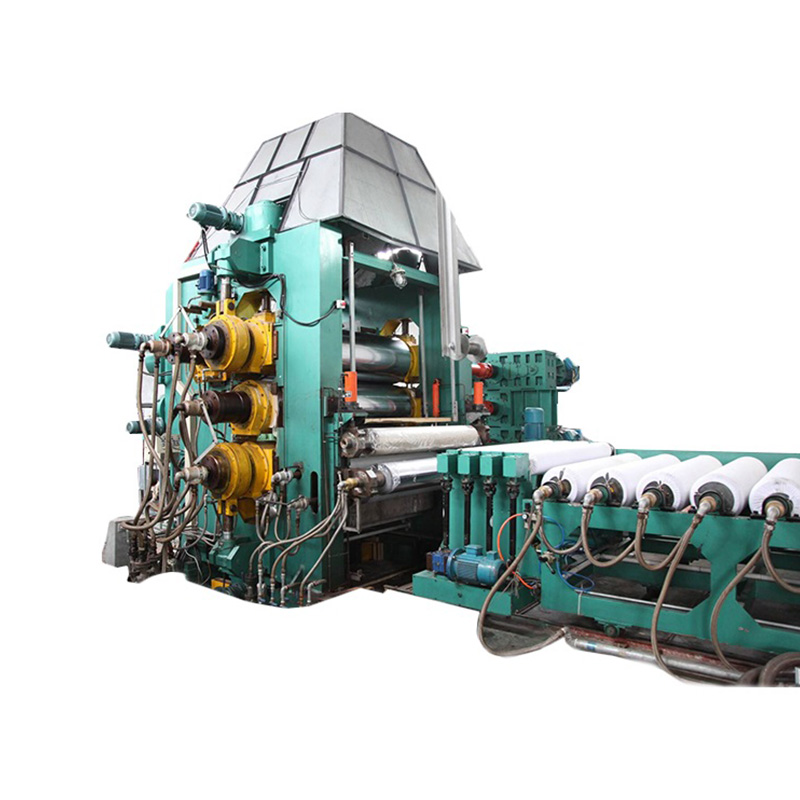
1. Optimalizácia rovnomernosti hrúbky gumového plechu
Gumové kalandrovacie stroje sa široko používajú na výrobu plechov s presnými hrúbkami. Na zvýšenie jednotnosti musia operátori zvážiť nastavenie medzery medzi valcami, viskozitu gumovej zmesi a reguláciu teploty. Nerovnomerné zahrievanie môže spôsobiť zmeny hrúbky pozdĺž šírky plechu, zatiaľ čo nerovnomerný tlak valca vedie k zhrubnutiu okrajov.
Použitie hrúbkomeru v reálnom čase môže výrazne znížiť chyby. Niektoré moderné kalandre integrujú laserové monitorovacie systémy hrúbky, umožňujúce automatické nastavenie medzery medzi valcami na udržanie konzistentnej hrúbky plechu aj pri vysokých výrobných rýchlostiach.
2. Povrchová úprava valčekom a jej vplyv na kvalitu gumy
Povrchová úprava kalandrovacích valcov priamo ovplyvňuje kvalitu gumenej fólie. Leštené pochrómované valčeky minimalizujú lepenie a vytvárajú hladší povrch, zatiaľ čo valčeky s textúrou môžu vytvárať špecifické povrchové vzory. Pravidelná údržba, vrátane leštenia a čistenia, zabraňuje hromadeniu materiálu a zabezpečuje rovnomerné kalandrovanie.
- Pochrómované valčeky: Znižujú priľnavosť a zlepšujú lesk.
- Textúrované valčeky: Používajú sa na vzorované listy alebo embosované výrobky.
- Valčeky s keramickým povrchom: Zvyšujú odolnosť proti opotrebovaniu pri gumových zmesiach s vysokou abráziou.
3. Riadenie teploty v kalandrovaní
Kontrola teploty je pri gumovom kalandrovaní kritická, pretože ovplyvňuje viskozitu a tok listu. Gumové zmesi zvyčajne vyžadujú teploty valcov medzi 60 °C a 120 °C. Prehriatie môže degradovať polymérne reťazce, zatiaľ čo nedostatočná teplota vedie k zlému toku a nerovnomerným listom.
Moderné kalandre používajú samostatné vykurovacie zóny pre každý valec a integrované termočlánky na presné monitorovanie. Niektoré systémy využívajú aj automatické spätnoväzbové slučky na udržanie optimálnych teplôt aj pri zmene rýchlosti výroby.
4. Konfigurácie viacvalcového kalendára
Gumové kalandrovacie stroje môže mať dva, tri alebo štyri valce v závislosti od aplikácie. Každá konfigurácia slúži na iný účel:
| Typ valčeka | Funkcia | Aplikácia |
| Dvojvalcový | Základné tvarovanie plechu | Štandardné gumené plachty |
| Trojvalec | Lepšia kontrola hrúbky a riadenie napätia | Vysoko presné plechy na pneumatiky alebo pásy |
| Štvorvalcový | Pokročilé napínacie a viacvrstvové lamináty | Laminované dosky, špeciálne gumené výrobky |
5. Odstraňovanie bežných chýb
Kalandrovaná guma môže vykazovať chyby, ako sú pruhy, bubliny a zhrubnutie hrán. Pochopenie základných príčin je nevyhnutné pre udržanie kvality.
- Pruhy: Často spôsobené znečistením alebo nerovným povrchom valcov.
- Bubliny: Môžu byť výsledkom zachyteného vzduchu v zmesi alebo nadmernej rýchlosti valca.
- Zhrubnutie hrán: Spôsobené nesprávnou medzerou medzi valcami alebo nerovnomerným napätím počas podávania.
Bežná kontrola, čistenie a nastavovanie parametrov valčeka môžu tieto problémy znížiť. Implementácia in-line monitorovacích systémov ďalej zlepšuje detekciu defektov predtým, ako sa plechy dostanú do procesov nadol.